The Multi Million Dollar Black Box
It is the conversation no plant manager wants to have with the CFO. Over the last five years, the capital expenditure has been massive. You have bought the sensors, you have upgraded to a private 5G network, and your machines are finally connected to the cloud. By all accounts, you have achieved Industry 4.0.
Yet, when the morning production meeting rolls around and someone asks why the scrap rate spiked by 12% on the graveyard shift, the room goes silent. The data exists. Millions of points of it are sitting in a digital warehouse, unorganised and unreadable. Manufacturers have spent millions on digital factory transformation, but they still cannot answer basic operational questions. The investment is in. The connectivity is live. But the visibility? That remains the industry’s most expensive missing piece.
What Is Industry 4.0 and What Did It Actually Promise?
When the Fourth Industrial Revolution manufacturing movement was first pitched, it sounded like magic. It promised a world where machines talked to each other, self-healed, and optimised production without human intervention. At its core, Industry 4.0 is an architectural framework. It is about the plumbing of the factory, specifically Industrial IoT manufacturing, edge computing, and cloud storage.
It was a necessary evolution. We needed to get the data off the machines and into a central system. But here is the critical gap: Industry 4.0 connected the factory, but it never told manufacturers what to do with the data once they had it. It gave us the pipes, but it did not give us the water. As a result, many companies have built a smart factory that is actually just a very expensive, very loud collection of sensors. It represents the hardware phase of a manufacturing digital transformation, which is essential but incomplete on its own.
What Is Manufacturing Data Intelligence?
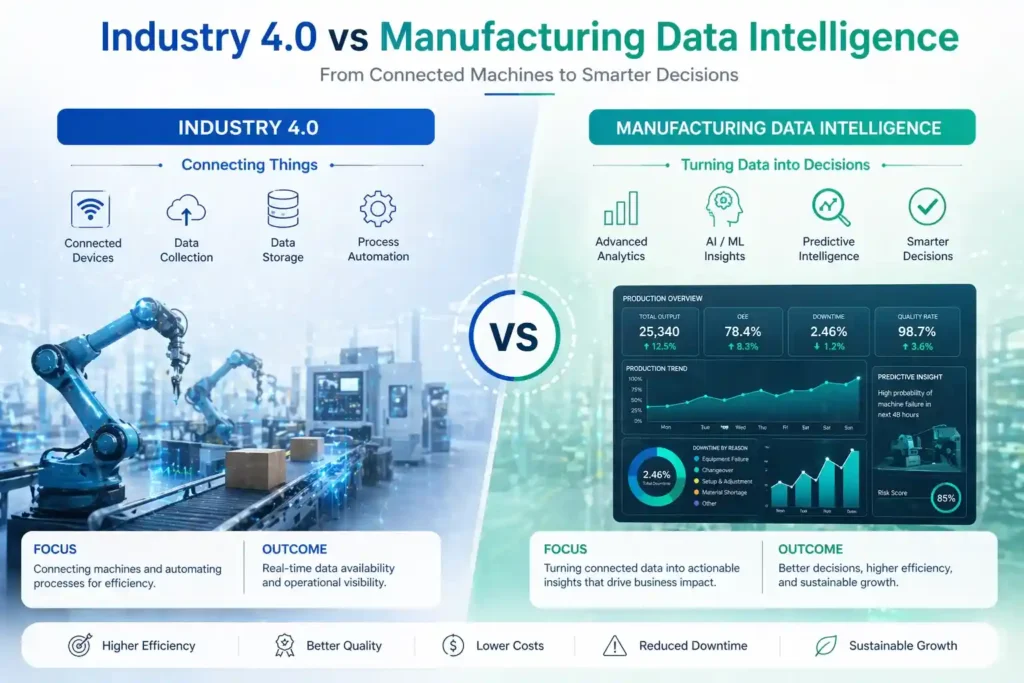
If Industry 4.0 is the nervous system of your plant, Manufacturing Data Intelligence is the brain. While Industry 4.0 focuses on the transfer of data, Manufacturing Data Intelligence focuses on the interpretation of it.
It is the intelligence layer that sits on top of your Industry 4.0 stack. It takes the raw, chaotic noise from your smart manufacturing technology, such as vibration frequencies, temperature fluctuations, and millisecond by millisecond power draws, and contextualises it into business logic. Manufacturing Data Intelligence does not just tell you that a machine is running at 80% capacity. It tells you that the 20% loss is due to a specific sub component that will likely fail in three days. It turns raw signals into a data driven manufacturing strategy. It is the software and logic that makes sense of the hardware’s output.
Industry 4.0 vs Manufacturing Data Intelligence: The Real Difference
To understand where your investment is stuck, you have to understand the distinction between these two concepts. They are not competitors. They are stages of a journey. One is the foundation. The other is what you build on top to extract value.
The Primary Goal
Industry 4.0 is about connecting assets and going digital. Manufacturing Data Intelligence is about driving OEE and reducing scrap.
The State of Data
In an Industry 4.0 setup, data is raw, siloed, and voluminous. With Manufacturing Data Intelligence, data is contextualised, cleaned, and actionable.
The Human Interface
Industry 4.0 provides technical dashboards and log files. Manufacturing Data Intelligence provides prescriptive alerts and business insights that an operator can use immediately.
The Business Outcome
The result of Industry 4.0 is a connected factory. The result of Manufacturing Data Intelligence is a factory that is measurably more profitable.
The real difference lies in actionability. Industry 4.0 is descriptive. It tells you what is happening or what just happened, focusing on connectivity, automation, and data exchange across systems, as explained by McKinsey & Company in its overview of the Fourth Industrial Revolution. It tells you what is happening or what just happened. Manufacturing Data Intelligence is prescriptive. It tells you what should happen next. One is about the infrastructure of the factory. The other is about the outcome of the production process. You can have a connected factory that is still wildly inefficient because no one knows how to read the signals. You cannot have true manufacturing data intelligence without the foundation of a connected factory.
Why Industry 4.0 Investments Underdeliver Without Manufacturing Data Intelligence
This is the data rich, insight poor trap. Most manufacturing technology trends focus on the hardware, including faster sensors, better cameras, and more PLC upgrades. But more data often leads to more confusion. Without an AI in manufacturing operations layer, your data stays in silos. The maintenance team has their data, the quality team has theirs, and the production team has another version entirely.
When a failure occurs, these teams spend hours debating whose data is correct. Decisions remain reactive. You find out about a quality issue during a Friday audit rather than a Tuesday afternoon production run. Manufacturing Data Intelligence closes this gap by providing a manufacturing data analytics platform that creates a single, undeniable version of the truth. It takes the dark data that Industry 4.0 uncovered and finally turns the lights on, allowing for real time IIoT data analytics that change the course of a shift while it is still happening.
What Changes When You Add Manufacturing Data Intelligence
When you move from simple connectivity to true manufacturing data intelligence, the daily operations of the shop floor change entirely. It moves from firefighting to precision engineering.
Before Manufacturing Data Intelligence, a manager might see a dashboard showing red for a machine and send a technician to investigate for three hours. With a manufacturing data analytics platform, that same manager receives a specific alert stating that the spindle temperature on Machine 4 is 5% above baseline and recommending a tool change during the next scheduled break to avoid four hours of unplanned downtime.
This shift is where the money is made. At MyDataInsights, clients who move past the connectivity phase and activate the intelligence layer have achieved up to a 40% efficiency gain. They did not buy new machines. They started using the machines they already had more intelligently. They stopped guessing and started knowing.
Frequently Asked Questions
1. What is the main difference between Industry 4.0 and manufacturing analytics? I
Industry 4.0 refers to the connectivity and hardware infrastructure such as sensors and networks. Manufacturing analytics is the application of data analysis and logic to that infrastructure to improve specific business outcomes like yield, uptime, and quality.
2. Is Industry 4.0 the same as smart manufacturing?
Industry 4.0 is the era defined by interconnectivity and digital infrastructure. Smart manufacturing is the broader practice of using that technology to create a more flexible, responsive, and intelligent production environment. Manufacturing Data Intelligence is the layer that makes smart manufacturing actually smart.
3. How do manufacturers use data intelligence today?
Manufacturers use manufacturing intelligence software to predict machine failures before they occur, automate quality control through AI in manufacturing operations, and optimise supply chain timing based on real time floor capacity and demand signals.
4. Why do so many Industry 4.0 investments fail to deliver ROI?
Most manufacturers stop at the connectivity phase and never activate the intelligence layer. Industry 4.0 infrastructure generates data. Manufacturing Data Intelligence is what converts that data into decisions, and decisions are where the return on investment actually lives.
Conclusion
Industry 4.0 gave manufacturers the pipes. Manufacturing Data Intelligence provides the water. Connectivity was never the end goal. It was the prerequisite.
If your digital transformation has stalled at the connected phase, you are sitting on a goldmine of data without the tools to mine it. The future of production belongs not to whoever has the fastest machines, but to whoever has the clearest view of what those machines are telling them.
Ready to see what is actually happening on your floor? Explore how MyDataInsights turns raw factory data into operational intelligence your leadership team can act on today.

